ម៉ាស៊ីនពត់កោងធារាសាស្ត្រ/ហ្វ្រាំងចុចធារាសាស្ត្រអាចបែងចែកបានតាមវិធីសាស្ត្រធ្វើសមកាលកម្មៈ ម៉ាស៊ីនពត់កោងកម្លាំងបង្វិលជុំធារាសាស្ត្រ , ហ្វ្រាំងចុច CNC និងហ្វ្រាំងចុចអេឡិចត្រូ-ធារាសាស្ត្រ cnc ហើយអាចបែងចែកជាប្រភេទនៃចលនាដូចខាងក្រោមៈ ឡើងលើ សកម្មភាពចុះក្រោម។ .
ការពត់ហ្វ្រាំងចុចតម្រូវឱ្យមានវិធីសាស្រ្តផ្សេងគ្នានៃវិធីសាស្រ្តដើម្បីសម្រេចបាននូវលទ្ធផលដែលចង់បានដែលត្រូវការ។ ពីការបង្កើតបង្គោលខ្យល់រហូតដល់ធាតុផ្សំនៃគណៈរដ្ឋមន្ត្រីអគ្គិសនីដ៏ស្មុគស្មាញ ហ្វ្រាំងចុចគឺជាឧបករណ៍សំខាន់សម្រាប់អ្នកប្រឌិត ហើយការដឹងថាមិនមែនការពត់កោងទាំងអស់សុទ្ធតែដូចគ្នាទេ គឺជាគន្លឹះនៃប្រតិបត្តិការជោគជ័យរបស់ពួកគេ។ ការយល់ដឹងអំពីដំណើរការ ឧបករណ៍ និងសម្ភារៈ (ដោយសារលោហៈទាំងអស់ដែលពត់នឹងឆ្លើយតបខុសៗគ្នាចំពោះដំណើរការពត់នីមួយៗ) មានសារៈសំខាន់ណាស់ក្នុងការទទួលបានផ្នែកត្រឹមត្រូវយ៉ាងឆាប់រហ័ស និងម្តងហើយម្តងទៀត។
ម៉ាស៊ីនពត់កោងកម្លាំងបង្វិលជុំធារាសាស្ត្រ/ ហ្វ្រាំងចុចកម្លាំងបង្វិលជុំធារាសាស្ត្រ

ស៊ីឡាំងទ្វេគ្រប់គ្រងចលនារំកិលឡើងលើ និងចុះក្រោម
ការធ្វើសមកាលកម្មកម្លាំងបង្វិលមេកានិច
ហ្វ្រាំងចុច CNC និងហ្វ្រាំងចុចអេឡិចត្រូអ៊ីដ្រូលីក


CNC Press Brakes៖ ប្រភេទហ្វ្រាំងទាំងនេះមានភាពត្រឹមត្រូវខ្ពស់បំផុត និងសមត្ថភាពប្ដូរតាមបំណង ដោយប្រើប្រាស់បច្ចេកវិទ្យាកុំព្យូទ័រដើម្បីគ្រប់គ្រងភាពត្រឹមត្រូវ និងបង្កើនប្រសិទ្ធភាព។ នៅពេលប្រើឧបករណ៍ចុចហ្វ្រាំង CNC ទិន្នន័យដូចជាមុំពត់ កម្រាស់ចាន ទទឹង និងថ្នាក់ត្រូវបានបញ្ចូលទៅក្នុងឧបករណ៍បញ្ជាដោយប្រតិបត្តិករដែលបានទទួលការបណ្តុះបណ្តាល ហើយហ្វ្រាំងអាចគ្រប់គ្រងផ្នែកដែលនៅសល់បានយ៉ាងងាយស្រួល។
របៀបគណនាសម្ពាធហ្វ្រាំង

កំឡុងពេលដំណើរការពត់កោង កម្លាំងរវាងចុងខាងលើ និងខាងក្រោម ត្រូវបានអនុវត្តទៅលើសម្ភារៈ ដែលបណ្តាលឱ្យសម្ភារៈឆ្លងកាត់ការខូចទ្រង់ទ្រាយប្លាស្ទិក។ តោនដែលកំពុងដំណើរការសំដៅលើសម្ពាធបំផ្លើសនៅពេលដែលសំឡេងត្រូវបានបត់។ កត្តាដែលជះឥទ្ធិពលសម្រាប់កំណត់បរិមាណការងារគឺ៖ កាំពត់ វិធីសាស្ត្រពត់កោង សមាមាត្រស្លាប់ ប្រវែងកែង កម្រាស់ និងកម្លាំងនៃសម្ភារៈពត់។ល។
ការចុចហ្វ្រាំងបង្កើតការគណនាតោនគឺងាយស្រួលណាស់។ ល្បិចគឺដឹងពីកន្លែង ពេលណា និងរបៀបអនុវត្តពួកវា។ ចូរចាប់ផ្តើមជាមួយនឹងការគណនាតោនដែលផ្អែកលើចំណុចដែលទិន្នផលត្រូវបានខូចនៅក្នុងសម្ភារៈហើយការពត់កោងពិតប្រាកដចាប់ផ្តើម។ រូបមន្តគឺផ្អែកលើដែករមូរត្រជាក់ AISI 1035 ដែលមានកម្លាំង tensile 60,000-PSI ។ នោះជាសម្ភារៈមូលដ្ឋានរបស់យើង។ រូបមន្តមូលដ្ឋានមានដូចខាងក្រោម៖

P: កម្លាំងពត់កោង (kn)
S: កម្រាស់ចាន (មម)
L: ទទឹងចាន (ម)
V: ទទឹងរន្ធដោតបាត (មម)

ឧទាហរណ៍ 1៖
S=4mm L=1000mm V=32mm រកមើលតារាងហើយទទួលបាន P=330kN
2. តារាងនេះត្រូវបានគណនាដោយផ្អែកលើវត្ថុធាតុដើមដែលមានកម្លាំង Оb=450N/mm2 ។ នៅពេលដែលពត់សម្ភារៈផ្សេងគ្នាផ្សេងទៀតសម្ពាធពត់កោងគឺជាផលិតផលនៃទិន្នន័យនៅក្នុងតារាងនិងមេគុណដូចខាងក្រោម;
សំរិទ្ធ (ទន់): 0.5; ដែកអ៊ីណុក: 1.5; អាលុយមីញ៉ូម (ទន់): 0.5; ដែកក្រូមីញ៉ូមម៉ូលីបដិន: 2.0 ។
រូបមន្តគណនាប្រហាក់ប្រហែលសម្រាប់សម្ពាធពត់កោង៖ P=650s2L/1000v
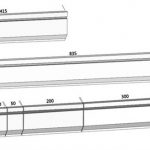
ទំហំនៃពត់តូចបំផុត៖
A. Sngle folding/bending:


B. ពត់កោង / folidng Z


ឧទាហរណ៍ 2៖
កម្រាស់ចាន S=4mm, ទទឹង L=3m, ob=450N/mm2
ជាទូទៅទទឹងរន្ធ V=S*8 ដូច្នេះ P=650423/4*8=975(KN)=99.5 (Ton)
លទ្ធផលគឺជិតស្និទ្ធនឹងទិន្នន័យនៅក្នុងតារាងកម្លាំងពត់កោង។
ដូចដែលអ្នកអាចឃើញវិធីទី 1 ដើម្បីគណនាបរិមាណហ្វ្រាំងចុចគឺផ្អែកលើសម្ភារៈដែកស្រាល។
ចុះបើសម្ភារៈជាដែកអ៊ីណុក អាលុយមីញ៉ូម ឬលង្ហិន?
វាសាមញ្ញ គុណលទ្ធផលដែលគណនាដោយរូបមន្តខាងលើដោយមេគុណក្នុងតារាងខាងក្រោម៖
| សម្ភារៈ | មេគុណ |
| ដែកស្រាល | 1 |
| ដែកអ៊ីណុក | 1.6 |
| អាលុយមីញ៉ូម | 0.65 |
| លង្ហិន | 0.5 |
ផលិតផលដែលពាក់ព័ន្ធ
 ចិនចុចហ្វ្រាំងម៉ាស៊ីនពត់ទម្រង់
ចិនចុចហ្វ្រាំងម៉ាស៊ីនពត់ទម្រង់- ហេតុអ្វីត្រូវបន្ថែមប្រព័ន្ធទូទាត់សំណងទៅម៉ាស៊ីនចុចហ្វ្រាំង
- ការបរាជ័យផ្នែកមេកានិកទូទៅ និងការថែទាំម៉ាស៊ីនពត់កោងចុចហ្វ្រាំង
- របៀបជ្រើសរើស Die សមស្របនៃ Press Brake Bending Machine
- គោលការណ៍ការងារ និងសមាសភាពនៃម៉ាស៊ីនពត់ដែក CNC Press Brake Bending Machine
- មគ្គុទ្ទេសក៍ចុងក្រោយនៃម៉ាស៊ីនហ្វ្រាំងដែកឆ្នាំ 2021
- 4 ជំហានដើម្បីដឹងពីប្រព័ន្ធ E21 នៃ CNC Sheet Bender
- ចិន 40 Ton Press Brake
- តើ Press Brake Dies ផលិតពីអ្វី? អ្វីទៅជា Press Brake Tooling?
- កំហុសទូទៅ និងវិធីដោះស្រាយបញ្ហានៃការចុចធារាសាស្ត្រ 100t បួនជួរ