Press brake punch/die ត្រូវបានបែងចែកទៅជាផ្សិតខាងលើ និងខាងក្រោម ដែលត្រូវបានប្រើសម្រាប់ការបោះត្រាដែកសន្លឹក និងបំបែកផ្សិត។ ផ្សិតសម្រាប់បង្កើតមានប្រហោង ហើយផ្សិតសម្រាប់បំបែកមានគែមកាត់។ កណ្តាប់ដៃ / ស្លាប់របស់ម៉ាស៊ីនហ្វ្រាំងចុចមានឥទ្ធិពលយ៉ាងខ្លាំងទៅលើភាពត្រឹមត្រូវនៃការងារ។ នៅក្នុងដំណើរការនៃការពត់កោង ផ្សិតគឺទាំងអស់ដែលទាក់ទងជាមួយ workpiece ។
ហ្វ្រាំងចុចងាប់នៃម៉ាស៊ីនពត់/ចុចហ្វ្រាំងមានរាងអក្សរ L រាងអក្សរ R រាងអក្សរ U រាង Z ។ មុំ 15 ដឺក្រេជាដើម។ ផ្សិតទាបមានចង្អូរពីរដង 4 ~ 18V និងចង្អូរតែមួយដែលមានទទឹងចង្អូរខុសៗគ្នា ក៏ដូចជាផ្សិត R ទាប ផ្សិតមុំស្រួច ផ្សិតរុញ។ល។

ភាពជាក់លាក់ខ្ពស់បំផុត
វាមានសារៈសំខាន់ខ្លាំងណាស់សម្រាប់ភាពជាក់លាក់នៃផ្សិតដើម្បីជះឥទ្ធិពលយ៉ាងខ្លាំងទៅលើភាពជាក់លាក់នៃការងារក្នុងអំឡុងពេលដំណើរការពត់។ ការពាក់របស់ផ្សិតត្រូវតែត្រួតពិនិត្យមុនពេលប្រើ។ វិធីសាស្រ្តត្រួតពិនិត្យគឺវាស់ប្រវែងពីចុងខាងមុខនៃផ្សិតខាងលើទៅស្មា និងប្រវែងរវាងស្មានៃផ្សិតខាងក្រោម។ សម្រាប់ផ្សិតធម្មតា គម្លាតក្នុងមួយម៉ែត្រគួរតែមានប្រហែល ±0.0083mm ហើយគម្លាតប្រវែងសរុបមិនគួរធំជាង±0.127mm។ ចំពោះផ្សិតកិនភាពជាក់លាក់ ភាពជាក់លាក់ក្នុងមួយម៉ែត្រគួរតែ ± 0.0033mm ហើយភាពជាក់លាក់សរុបមិនគួរធំជាង ±0.0508 mm ទេ។ ជាទូទៅវាត្រូវបានផ្ដល់អនុសាសន៍ឱ្យប្រើផ្សិតកិនល្អសម្រាប់ម៉ាស៊ីនពត់អេឡិចត្រូ-ធារាសាស្ត្រ ឬម៉ាស៊ីនពត់កោងទ្រនិច និងផ្សិតធម្មតាសម្រាប់ម៉ាស៊ីនពត់ដោយដៃ។
ផ្នែកឧបករណ៍នៃម៉ាស៊ីនហ្វ្រាំងចុច CNC ដូចខាងក្រោម:

ការដំឡើងថេរដោយស្វ័យប្រវត្តិ
ស្រទាប់ខាងលើត្រូវបានដំឡើងនៅពេលដែលគ្រាប់រំកិលឡើងដល់ចំណុចកណ្តាលស្លាប់ខាងលើ ហើយប្រព័ន្ធតោងផ្សិតអាចរក្សាផ្សិតជាច្រើននៅនឹងកន្លែងរហូតដល់សម្ពាធនៃការគៀបត្រូវបានអនុវត្ត។
ប្រព័ន្ធគៀបធារាសាស្ត្រ
ប្រព័ន្ធគៀបធារាសាស្ត្រ គឺជាវិធីសាស្ត្រគៀបដ៏មានប្រសិទ្ធភាពបំផុត។ ទាំងម៉ាស៊ីនថ្មី និងចាស់អាចប្រើប្រព័ន្ធគៀបនេះ សន្សំពេលវេលា និងចំណាយ។ ប្រសិនបើផ្ទៃផ្ទុកនៃម៉ាស៊ីនពត់កោងចាស់ត្រូវបានខូចខាត ប្រព័ន្ធគៀបធារាសាស្ត្រនឹងជាជម្រើសដ៏ល្អបំផុតដើម្បីជួសជុលការខូចខាត ខណៈពេលដែលការបង្កើនប្រសិទ្ធភាពនៃការតោង និងការដំឡើងផងដែរ។

ច្របាច់ចូលកន្លែងដោយស្វ័យប្រវត្តិ
នៅពេលដែលសម្ពាធនៃការគៀបត្រូវបានអនុវត្ត ការស្លាប់ខាងលើត្រូវបានទាញឡើង ហើយច្របាច់ចូលកន្លែងដោយស្វ័យប្រវត្តិ។ នេះលុបបំបាត់តម្រូវការក្នុងការចុចផ្សិតខាងលើចូលទៅក្នុងផ្នែកខាងក្រោមនៃផ្សិតកំឡុងពេលដំណើរការពត់។
ជម្រើសនៃកណ្តាប់ដៃ / ស្លាប់
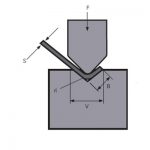
ដំបូងកំណត់កម្រាស់នៃសន្លឹកដែលត្រូវពត់។ ឧទាហរណ៍ អ្នកចង់ពត់បន្ទះកម្រាស់ 0.75mm ទៅ 6.30mm។ បន្ទាប់មក គុណកម្រាស់នៃសន្លឹកស្តើងបំផុតដោយ 8 ដើម្បីប៉ាន់ប្រមាណទំហំ V-die ដែលត្រូវការអប្បបរមា។ ក្នុងឧទាហរណ៍នេះ ចាន 0.75mm គឺជាផ្សិតអប្បបរមាដែលត្រូវការ ដូច្នេះ 0.75×8=6 ។ ទីបី គុណកម្រាស់នៃសន្លឹកដែលក្រាស់បំផុតដោយ 8 ដើម្បីប៉ាន់ប្រមាណទំហំអតិបរមាដែលចង់បានរាងអក្សរ V ។
គោលការណ៍ ៨ ដង
នោះគឺការបើកផ្សិតរាងអក្សរ V គួរតែមានកម្រាស់ 8 ដងនៃសន្លឹក។ គុណកម្រាស់សន្លឹកដោយ 8 ដើម្បីជ្រើសរើសផ្សិតដែលនៅជិតបំផុត។ ឧទាហរណ៍ ចានក្រាស់ 1.5mm ត្រូវការផ្សិត 12mm (1.5×8=12mm)។ ប្រសិនបើវាជាបន្ទះ 3.0mm នោះផ្សិត 24.0mm ត្រូវបានទាមទារ។ (3.0 × 8 = 24.0) ។ សមាមាត្រនេះអាចផ្តល់នូវជម្រើសមុំល្អបំផុត ដែលជាមូលហេតុដែលមនុស្សជាច្រើនហៅវាថា "ជម្រើសដ៏ល្អបំផុត" ។ គំនូសតាងពត់កោងដែលបានបោះពុម្ពភាគច្រើនក៏ផ្តោតលើរូបមន្តនេះផងដែរ។
ច្បាប់ជ្រើសរើសម៉ូដែល
ច្បាប់នៃការជ្រើសរើសសម្រាប់ពត់រាងអក្សរ L គឺថាមិនមានច្បាប់ទេ ស្ទើរតែទាំងអស់ខាងលើអាចប្រើប្រាស់បាន។ ដូច្នេះនៅពេលជ្រើសរើសផ្សិតខាងលើសម្រាប់ក្រុមនៃ workpieces workpieces រាងអក្សរ L អាចត្រូវបានចាត់ទុកថាចុងក្រោយ, ដោយសារតែផ្សិតខាងលើស្ទើរតែណាមួយអាចពត់ពួកគេ។ នៅពេលពត់ដុំដែករាងអក្សរ L វាត្រូវបានណែនាំឱ្យប្រើផ្សិតខាងលើ ដែលអាចពត់ដុំការងារផ្សេងទៀតបានផងដែរ។ នៅពេលទិញផ្សិតកាន់តែតិចកាន់តែប្រសើរ។ នេះមិនត្រឹមតែកាត់បន្ថយការចំណាយលើផ្សិតប៉ុណ្ណោះទេ ប៉ុន្តែថែមទាំងកាត់បន្ថយចំនួនទម្រង់ផ្សិតដែលត្រូវការ និងកាត់បន្ថយពេលវេលាដំឡើងផងដែរ។


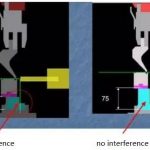
នៅពេលដែលផ្នែកខាងលើនៃ workpiece មានប្រវែងវែងជាងផ្នែកខាងក្រោម ការស្លាប់ gooseeneck ត្រូវបានទាមទារ។ នៅពេលដែលផ្នែកខាងលើនៃ workpiece ខ្លីជាងផ្នែកខាងក្រោម ការស្លាប់ខាងលើណាមួយគឺល្អ។ នៅពេលដែលផ្នែកខាងលើនិងផ្នែកខាងក្រោមនៃ workpiece មានប្រវែងដូចគ្នានោះ ការស្លាប់ខាងលើមុំស្រួចគឺត្រូវបានទាមទារ។ សរុបមក ច្បាប់នៃការជ្រើសរើសការស្លាប់ខាងលើភាគច្រើនអាស្រ័យទៅលើការជ្រៀតជ្រែកនៃ workpiece ដែលជាកន្លែងកម្មវិធីក្លែងធ្វើពត់អាចដើរតួនាទីយ៉ាងសំខាន់។ ប្រសិនបើប្រព័ន្ធដែលបានប្រើមិនអាចក្លែងធ្វើស្ថានភាពពត់បាន អ្នកអាចប្រើគំនូរជាមួយផ្ទៃខាងក្រោយក្រឡាចត្រង្គ ដើម្បីពិនិត្យមើលការជ្រៀតជ្រែកនៃផ្ទៃផ្សិតខាងលើដោយដៃ ដូចបង្ហាញក្នុងរូបភាពខាងក្រោម។


មិនមានទម្រង់ចូលបន្ទាត់ទេ។
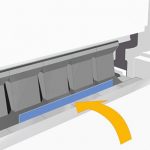
ស្ទើរតែគ្រប់ទម្រង់ម៉ាស៊ីនពត់រាងអក្សរ V ធម្មតានឹងបន្សល់ទុកនូវស្លាកស្នាមខ្លះៗនៅលើស្នាដៃ ព្រោះលោហៈត្រូវបានសង្កត់ចូលទៅក្នុងផ្សិតកំឡុងពេលពត់។ ក្នុងករណីភាគច្រើន សញ្ញាគឺតូច ឬអាចទទួលយកបាន។ ការបង្កើនកាំអាចកាត់បន្ថយស្នាម។ ប៉ុន្តែជួនកាលសូម្បីតែស្នាមតូចបំផុតក៏មិនអាចទទួលយកបានដែរ ដូចជាបន្ទះលាប ឬប៉ូលាមុនពេលពត់។ ការបញ្ចូលនីឡុងអាចត្រូវបានប្រើដើម្បីលុបបំបាត់ការចូលបន្ទាត់ ដូចដែលបានបង្ហាញក្នុងរូបភាពខាងក្រោម។ ការពត់កោងដោយមិនមានការចូលបន្ទាត់មានសារៈសំខាន់ជាពិសេសសម្រាប់យន្តហោះដែលផលិត ឬផ្នែកអវកាស ព្រោះវាពិបាកសម្រាប់អ្នកត្រួតពិនិត្យក្នុងការត្រួតពិនិត្យផ្នែកមួយដោយភ្នែកទទេ និងបែងចែកស្លាកស្នាម និងស្នាមប្រេះ។

ផលិតផលដែលពាក់ព័ន្ធ
 របៀបជ្រើសរើសបរិមាណនៃម៉ាស៊ីនហ្វ្រាំងចុចធារាសាស្ត្រ
របៀបជ្រើសរើសបរិមាណនៃម៉ាស៊ីនហ្វ្រាំងចុចធារាសាស្ត្រ- WILA ដំណោះស្រាយដ៏មានប្រសិទ្ធភាពនៃការពត់កោងចានមធ្យម និងក្រាស់
- ប្រើជំនាញម៉ាស៊ីនពត់កោង CNC
- លំដាប់នៃការពត់ធម្មតា និងការបញ្ជាក់ការប្រើប្រាស់ប្រចាំថ្ងៃរបស់ម៉ាស៊ីនពត់កោង
- ការគណនាកម្លាំងពត់កំឡុងពេលពត់ដោយឥតគិតថ្លៃនៃម៉ាស៊ីនពត់ដែកសន្លឹក
- តើ Press Brake Dies ផលិតពីអ្វី? អ្វីទៅជា Press Brake Tooling?
- តើហ្វ្រាំងចុចធារាសាស្ត្រមានប៉ុន្មានប្រភេទ
- ហេតុអ្វីត្រូវបន្ថែមប្រព័ន្ធទូទាត់សំណងទៅម៉ាស៊ីនចុចហ្វ្រាំង
- តើអ្វីទៅជា Press Brake Crowning
- របៀបគណនាប្រាក់ឧបត្ថម្ភពត់សម្រាប់ហ្វ្រាំងចុចរបស់អ្នក។