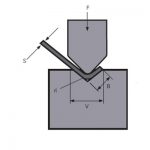
ម៉ាស៊ីនពត់ហ្វ្រាំងចុច ដំណើរការជាចម្បង ការពត់ត្រង់នៃចាន។ ដោយប្រើផ្សិតសាមញ្ញ និងឧបករណ៍ដំណើរការ សន្លឹកដែកអាចត្រូវបានចុចចូលទៅក្នុងរាងធរណីមាត្រជាក់លាក់មួយ ហើយវាក៏អាចដំណើរការបានដោយការលាត ដាល់ ដាល់ និងចុច corrugation ។ នៅក្នុងការផលិតជាក់ស្តែង ម៉ាស៊ីនហ្វ្រាំងចុច CNC ត្រូវបានប្រើជាចម្បងដើម្បីដឹងពីការពត់កោងនៃរាងធរណីមាត្រផ្សេងៗនៃប្រអប់ដែក សំបកប្រអប់ ធ្នឹមរាងអក្សរ U និងចតុកោណ។ ដំណើរការរបស់វាមានគុណសម្បត្តិនៃការពត់ត្រង់ខ្ពស់ មិនមានស្នាមធ្មេញ មិនរបក មិនជ្រួញ។ល។
ជាមួយនឹងការអភិវឌ្ឍន៍ជាបន្តបន្ទាប់នៃបច្ចេកវិជ្ជាផលិតម៉ាស៊ីនពត់កោង CNC គុណសម្បត្តិរបស់វាដូចជាភាពត្រឹមត្រូវនៃទីតាំងខ្ពស់ ភាពងាយស្រួល សំណងការរំខានពីសកម្មភាពសូន្យ និងភាពស៊ីសង្វាក់គ្នាដ៏ល្អនៃផលិតផលកែច្នៃបានក្លាយទៅជាការពេញចិត្តកាន់តែខ្លាំងឡើងដោយក្រុមហ៊ុនផលិតដែកសន្លឹកភាគច្រើន។ ទោះបីជាយ៉ាងណាក៏ដោយ ជាមួយនឹងបំណងប្រាថ្នាមានកំណត់ របៀបប្រើប្រាស់ម៉ាស៊ីនពត់កោងឱ្យកាន់តែប្រសើរ និងផ្តល់នូវការលេងពេញលេញចំពោះមុខងារ និងគុណសម្បត្តិរបស់វាបានក្លាយជាបញ្ហាដែលអ្នកផលិតប្រើប្រាស់ម៉ាស៊ីនពត់កោងចុច CNC យកចិត្តទុកដាក់ និងត្រូវការដោះស្រាយជាបន្ទាន់។ នៅក្នុងដំណើរការផលិត និងប្រើប្រាស់រយៈពេលវែង Zhongrui បានពង្រីកមុខងាររបស់ម៉ាស៊ីនពត់កោងប្រកបដោយប្រសិទ្ធភាព និងទទួលបានបទពិសោធន៍តាមរយៈការបន្ថែមឧបករណ៍ជំនួយ ការផ្លាស់ប្តូរផ្សិតដែលមានស្រាប់ និងការប្រើប្រាស់ដែលអាចបត់បែនបាននៃគេហទំព័រ។ អត្ថបទនេះយកម៉ាស៊ីនហ្វ្រាំងចុច CNC DA66T របស់ Zhongrui ជាឧទាហរណ៍ ហើយណែនាំជំនាញក្នុងការប្រើប្រាស់យ៉ាងលម្អិត។
បន្ថែមឧបករណ៍ជំនួយ
ប្រសិនបើអ្នកចង់ធ្វើឱ្យឧបករណ៍ម៉ាស៊ីនហ្វ្រាំងចុចមានភាពបត់បែន និងងាយស្រួលប្រើ ការបន្ថែមឧបករណ៍ជំនួយគឺជាការចាំបាច់។ ការកើនឡើងនៃឧបករណ៍ជំនួយមិនត្រឹមតែអាចពង្រីកជួរដំណើរការនៃឧបករណ៍ម៉ាស៊ីនពត់កោង CNC ប៉ុណ្ណោះទេ ថែមទាំងបង្កើនប្រសិទ្ធភាពដំណើរការផងដែរ។
1) ចានផ្លាស់ប្តូរ (ចានកណ្តាលជំនួយសម្រាប់ផ្សិតលឿន)
កម្ពស់បើករបស់ម៉ាស៊ីនពត់កោងសំដៅលើចម្ងាយរវាងតុការងារខាងលើ និងខាងក្រោម។ ដោយសារតែម៉ាស៊ីនពត់កោង CNC DA66T មានកម្ពស់បើកធំជាង សូមពិចារណាប្រើការបើកធំដើម្បីពង្រីកជួរដំណើរការ។ ដូចដែលបានបង្ហាញក្នុងរូបភាពទី 1 ការបន្ថែមចានផ្លាស់ប្តូរមួយទៀតទៅចានផ្លាស់ប្តូរដើមអាចបង្កើនកម្ពស់ពត់ចំហៀងនៃផ្នែក (រហូតដល់ 85 មីលីម៉ែត្រ) ដូច្នេះដំណើរការស៊ីជម្រៅជាមួយនឹងគែមពត់ចំហៀងខ្ពស់ជាងអាចត្រូវបានអនុវត្ត។ បន្ទះផ្លាស់ប្តូរដែលផលិតដោយខ្លួនឯងអាចប្ដូរតាមបំណងទទឹងនៃបន្ទះផ្លាស់ប្តូរតាមផ្នែកធម្មតារបស់អ្នក ហើយវាសមបំផុតសម្រាប់ដំណើរការផ្នែកដែលមានទទឹងតូចៗជាមួយនឹងគែមពត់ខ្ពស់នៅលើភាគីទាំងពីរ។

2) ជ្រុងនៃបន្ទះខាងមុខ
ដូចដែលបានបង្ហាញក្នុងរូបភាពទី 2 ផ្នែកខាងមុខរបស់ម៉ាស៊ីនត្រូវបានបំពាក់ដោយជ្រុងដែលអាចដាក់ផ្នែកតូចៗ និងកាត់បន្ថយពេលវេលាក្នុងការយកផ្នែក។ ក្នុងពេលជាមួយគ្នានេះ តុធ្វើការតូចមួយត្រូវបានដំឡើងដើម្បីជួយសម្រួលដល់ដំណើរការ និងការប្រមូលផ្តុំនៃ workpieces តូចៗ។

ប្រើផ្សិតឱ្យបានពេញលេញ
ការប្រើប្រាស់ម៉ាស៊ីនពត់កោងចុច CNC ពឹងផ្អែកជាចម្បងលើផ្សិតខាងលើ និងខាងក្រោម។ ប្រសិនបើចំនួនផ្សិតមានទំហំតូច ហើយកម្មវិធីមិនអាចបត់បែនបាននោះ ជួរដំណើរការរបស់ឧបករណ៍ម៉ាស៊ីននឹងត្រូវបានដាក់កម្រិតយ៉ាងខ្លាំង។ ដូច្នេះហើយ នៅក្រោមលក្ខខណ្ឌថេរ របៀបពង្រីកមុខងារនៃផ្សិតដែលមានស្រាប់ តាមរយៈការបញ្ចូលគ្នាដែលបង្កើនប្រសិទ្ធភាព និងការបំប្លែងដោយផ្នែក គឺជាបញ្ហាដែលអ្នកប្រើប្រាស់ឧបករណ៍ម៉ាស៊ីនគ្រប់រូបត្រូវតែគិត។ ខាងក្រោមនេះគឺជាមុខងារពង្រីកដែលយើងប្រើក្នុងការប្រើដោយការផ្លាស់ប្តូរផ្សិតរបស់ម៉ាស៊ីនពត់ CNC សេចក្តីណែនាំ។
1) ចុងកិនស្លាប់ខាងលើ R
នៅពេលដែលផ្នែកខាងលើត្រូវបានប្រើប្រាស់រយៈពេលយូរ ការពាក់ចុងរបស់វានឹងផ្លាស់ប្តូរមិនទៀងទាត់។ កម្ពស់នៃផ្សិតផ្លាស់ប្តូរ និងភាពត្រឹមត្រូវនៃការពត់កោងមិនអាចធានាបានទេ។ ដោយការកិន កែចុង R ហើយផ្គូផ្គងជាមួយនឹងចង្អូររាងអក្សរ V ធំជាង ចានក្រាស់អាចបត់បាន។ នេះពន្យារអាយុសេវាកម្មរបស់ផ្សិត។
2) ផ្លាស់ប្តូរផ្សិតសំណល់អេតចាយដើម្បីសម្រេចបានកម្រិត
អវត្ដមាននៃសមាសធាតុពត់កោង ការដោះស្រាយបញ្ហាបង្កើតរបៀបចុចគែមស្លាប់គឺជាឧទាហរណ៍មួយ។ គែមស្លាប់គឺជាទម្រង់ពត់ដែលស្រទាប់ពីរជាន់គ្នា ហើយជាធម្មតាត្រូវបានប្រើសម្រាប់ការពង្រឹង។ ជាទូទៅក្តារដែលលើសពី 2 ម.ម ស្ទើរតែគ្មានគែមចុចងាប់។ ចុចគែមស្លាប់ត្រូវបង្កើតឡើងដោយសមាសធាតុពត់កោងស្លាប់ ហើយវាត្រូវតែបែងចែកជាដំណើរការច្រើនជាងពីរដែលត្រូវបង្កើតឡើង។
វិធីសាស្រ្តដែលប្រើជាទូទៅគឺប្រើការពត់កោងសមាសធាតុដូចបង្ហាញក្នុងរូបភាពទី 3។ ក្នុងជំហានដំបូង សម្ភារៈត្រូវបានបត់ទៅ 30° ហើយក្នុងជំហានទីពីរ មុំពត់ 30° ត្រូវបានដាក់នៅចុងខាងមុខនៃ ផ្សិតផ្សំ ហើយសម្ភារៈត្រូវបានបត់ចូលទៅក្នុងគែមស្លាប់។ ប៉ុន្តែយើងមិនមានការពត់កោងសមាសធាតុទេ មានតែការពត់កោងមុំស្រួច 30° ប៉ុណ្ណោះ។ បំពេញជំហានដំបូងនៃការពត់សមាសធាតុស្លាប់ជាមួយនឹងផ្សិតដែលមានស្រាប់ ហើយជំហានទីពីរអាចរកវិធីមួយផ្សេងទៀតបានប៉ុណ្ណោះ។ នៅជំហានទីពីរ ផ្សិតខាងលើ និងខាងក្រោមគឺរាបស្មើ។ បន្ទាប់ពីការវិភាគ ផ្នែកកណ្តាលនៃផ្សិតខាងក្រោមទ្វេ v-groove ដែលមានស្រាប់អាចត្រូវបានប្រើជាផ្នែកនៃយន្តហោះ ហើយផ្សិតខាងលើកំពុងស្វែងរកយន្តហោះ។ យកផ្សិតខាងលើដែលមានស្រាប់ចេញ ហើយកិនគែមកាំបិតឲ្យជាទម្រង់សំប៉ែត ដូច្នេះអាចដោះស្រាយបញ្ហានៃការចុចគែមស្លាប់។

ការប្រើសំណុំនៃផ្សិតដែលបានកែប្រែនេះក៏អាចត្រូវបានរុញភ្ជាប់ផងដែរ។ នៅក្នុងដំណើរការជាក់ស្តែង ពេលខ្លះប្រតិបត្តិករឧបករណ៍ម៉ាស៊ីនមានកំហុស រួមទាំងការពត់កោង ឬទំហំពត់កោងដែលមិនស្មើគ្នា។ ក្នុងករណីដែលតំរូវការផ្ទៃនៃផ្នែកមិនខ្ពស់ វាជាការគួរអោយអាណិតក្នុងការរុះរើផ្នែកនេះ ដោយគ្រាន់តែគោះគែមពត់អោយរាបស្មើ។ Knockout គឺហត់នឿយណាស់ ប៉ុន្តែវាអាចត្រូវបានកម្រិតយ៉ាងងាយស្រួលដោយប្រើការផ្សំផ្សិតខាងលើ។ ផ្នែកអាចត្រូវបានសង្កត់យ៉ាងងាយស្រួលដោយដៃទៅផ្សិតខាងលើនិងខាងក្រោមហើយបន្ទាប់មកផ្នែកត្រូវបានរុញភ្ជាប់ដោយម៉ាស៊ីនពត់កោង CNC ។
ជំនាញក្នុងអំឡុងពេលប្រតិបត្តិការ
1) ការដាក់កន្លែងពត់កោង និងសម្ភារៈកែច្នៃ
នៅពេលរៀបចំផែនការ កត្តាខាងក្រោមត្រូវយកមកពិចារណា៖
ក. រៀបចំសម្ភារៈដែលមានកម្រាស់ដូចគ្នា;
ខ. រៀបចំផ្សិតនៃគំរូដូចគ្នាជាមួយគ្នា;
គ. ផ្សិតដែលមានរាងស្រដៀងគ្នាត្រូវបានរៀបចំជាមួយគ្នា។
នេះអាចកាត់បន្ថយពេលវេលា និងភាពញឹកញាប់នៃការជំនួសផ្សិត។
2) ទីតាំងមុំខាងស្តាំនៃផ្នែកតូចចង្អៀតនិងតូច
នៅពេលដែលផ្នែកពត់កោងតូចចង្អៀត និងវែង វាមិនងាយស្រួលក្នុងការកំណត់ទីតាំងនោះទេ។ ក្នុងអំឡុងពេលដំណើរការវាជារឿយៗកើតឡើងដែលទីតាំងក្រោយការសម្រេចចិត្តហើយផ្នែកដែលពត់គឺងាយស្រួលក្នុងការលំអៀង។ ដូច្នេះដោយប្រើវិធីសាស្រ្តដែលបានប្រើក្នុងរូបភាពទី 4 ផ្សិតត្រូវបានស្អិតជាប់ជាមួយផ្សិតខាងក្រោមដើម្បីធានាបាននូវមុំត្រឹមត្រូវ។ ពេលពត់បែបនេះ ផ្នែកមិនងាយផ្អៀងឡើយ។

3) ការពត់កោងនៃផ្នែកត្រីកោណ
នៅពេលដែលផ្នែកពត់កោងផ្នែកដែលមានមុំស្រួចមិនងាយនឹងនៅជិតក្បួនខាងក្រោយទេ។ ជាទូទៅនៅពេលដែលវិមាត្រតូចបំផុត L ≤10 mm ក្បួនខាងក្រោយភ្លាមៗ ឧបករណ៍កំណត់ទីតាំងគួរតែត្រូវបានពិចារណា។ នៅក្នុងការងារជាក់ស្តែង ការរចនា និងដំណើរការមានភាពងាយស្រួលក្នុងការមិនអើពើ ហើយបញ្ហាបែបនេះកើតឡើងជាញឹកញាប់។ នៅពេលដំណើរការយោងទៅតាមទំហំនៃផ្នែកវាត្រូវបានកំណត់ថាដុំតែមួយត្រូវបានតម្រឹមជាមួយនឹងការពត់កោងស្លាប់ហើយបំណែកទ្វេត្រូវបានតម្រឹមជាមួយនឹងផ្នែកខាងក្រោយ។
4) បន្ថែមចានស្តើង R
ដោយសារតម្រូវការផ្សេងៗរបស់អតិថិជន តម្លៃ R ដែលត្រូវការនៅលើគែមពត់ក៏ខុសគ្នាដែរ។ នៅក្នុងដំណើរការនៃការកែច្នៃសម្រាប់ផ្នែកដែលមិនតម្រូវឱ្យមានភាពត្រឹមត្រូវនៃវិមាត្រខ្ពស់សូមប្រើបន្ទះខាងក្រោយដើម្បីបង្កើនតម្លៃ R ដូច្នេះតម្លៃ R ដែលត្រូវការអាចទទួលបានបន្ទាប់ពីការពត់កោង។ យោងតាមតម្រូវការនៃការរចនា R សំដៅលើទំនាក់ទំនងរវាង V និងខាងក្នុង R ដើម្បីជ្រើសរើសកម្រាស់ចាន ហើយបត់វាឱ្យទៅជាទម្រង់ដែលបង្ហាញក្នុងរូបភាពទី 5 ។ នៅពេលប្រើប្រាស់ សូមប្រើឧបករណ៍គៀបដើម្បីតោងផ្សិតខាងលើ។ វិធីនេះងាយស្រួលប្រើ ហើយអាចប្រើជាស្រទាប់ជាច្រើន។

5) ផ្នែកតែមួយនិងការកំណត់ផ្សិតច្រើន។
Zhongrui បានប្រើម៉ាស៊ីនពត់កោង DA66T CNC ដែលមានស៊ីឡាំងធារាសាស្ត្រចំនួន 2 ជាការបង្ហាញមួយ។ បានសាកល្បងការដំឡើងពហុផ្សិតដែលបង្ហាញក្នុងរូបភាពទី 6 នោះគឺផ្សិតខាងលើ និងខាងក្រោមនៃគំរូដូចគ្នាត្រូវបានដំឡើងជាផ្នែកៗក្នុងពេលតែមួយ ដែលអាចបញ្ចប់ដំណើរការនៃពត់ជាច្រើននៃផ្នែកទាំងមូល ដោយកាត់បន្ថយពេលវេលានៃការដំឡើងផ្សិត។ និងការគ្រប់គ្រងផ្នែកម្តងហើយម្តងទៀត។ នាពេលបច្ចុប្បន្ន ការពត់កោងកម្ពស់ស្មើគ្នាបានបង្ហាញខ្លួននៅលើទីផ្សារ។ កម្ពស់នៃផ្សិតខាងលើគឺឯកសណ្ឋានទាំងអស់ ហើយផ្សិតដែលមានរាងខុសៗគ្នាក៏អាចប្រើនៅលើតុតែមួយបានដែរ។ នៅក្នុងវិធីនេះវាគឺអាចធ្វើទៅបានដើម្បីអនុវត្តការពត់ផ្នែកនៃផ្សិតផ្សេងគ្នា។

6) កំណត់ត្រាកម្មវិធីនៃផ្នែកធម្មតា។
បន្ទាប់ពីផ្នែកធម្មតាត្រូវបានដំណើរការ ប៉ារ៉ាម៉ែត្រដំណើរការគួរតែត្រូវបានកត់ត្រាឱ្យទាន់ពេលវេលា ហើយកម្មវិធីគួរតែត្រូវបានរក្សាទុកនៅក្នុងកន្លែងផ្ទុករបស់ម៉ាស៊ីនពត់ជាមួយនឹងលេខគំនូរផ្នែក ដូច្នេះវាអាចប្រើឡើងវិញនៅពេលអនាគត ដោយកាត់បន្ថយស៊េរីយ៉ាងច្រើន។ នៃការរៀបចំមុនពេលពត់។ អ្នកក៏អាចបង្កើតតារាងដែលមានការកំណត់ជាក់លាក់នៃឈ្មោះផ្នែក លេខគំនូរ ក្រាហ្វិក សម្ភារៈ និងប៉ារ៉ាម៉ែត្រពត់កោង។ តារាងត្រូវបានបែងចែកទៅជាបន្ទះដែក បន្ទះអាលុយមីញ៉ូម និងបន្ទះដែកអ៊ីណុក។ ប្រភេទនីមួយៗត្រូវបានសម្គាល់ដោយកម្រាស់នៃសម្ភារៈ។ ពេលវេលាដែលវាត្រូវការដើម្បីស្វែងរកផ្នែកធម្មតានឹងត្រូវបានកាត់បន្ថយ។ ប្រសិនបើរួមបញ្ចូលជាមួយកាតដំណើរការ នេះគឺជាការណែនាំអំពីដំណើរការពេញលេញ។ សូម្បីតែបុគ្គលិកថ្មីដែលមានបទពិសោធន៍តិចតួចក៏អាចធ្វើតាមការជំរុញឱ្យដំណើរការផ្នែកផ្សេងៗ។
7) ប្រវែងផ្សិតមិនគ្រប់គ្រាន់ដើម្បីពត់នៅក្នុងផ្នែក
នៅក្នុងដំណើរការនៅនឹងកន្លែងវាជារឿយៗកើតឡើងដែលប្រវែងនៃផ្សិតគឺតូចជាងគែមពត់។ ដោយសារផ្សិតពិសេសជាច្រើនត្រូវបានកំណត់យោងទៅតាមការប្រើប្រាស់ផលិតផលថេរ វិធីសាស្ត្រនៃការពត់ផ្នែកត្រូវបានប្រើនៅពេលដែលប្រវែងនៃផ្សិតតិចជាងគែមពត់។ នៅកន្លែងដែលប្រវែងនៃផ្សិតគឺនៅជិតគែមពត់ ហែកគែមកាត់កែងទៅនឹងគែមពត់ ហើយបន្ទាប់មកបត់គែមពត់ទៅទំហំដែលត្រូវការជាផ្នែក។ រូបភាពទី 7a គឺជាពាក់កណ្តាលខាងឆ្វេងនៃផ្នែកដែលពត់ ហើយរូបភាពទី 7b គឺជាពាក់កណ្តាលខាងស្តាំនៃផ្នែកដែលបត់។

8) ការប្រើ stud នៅលើរង្វាស់ខាងក្រោយទៅទីតាំង
នៅពេលដែលទំហំនៃផ្នែកកោងមានទំហំធំ ហើយប្រើរង្វាស់ខាងក្រោយដើម្បីដាក់ទីតាំង នោះផ្នែកជាញឹកញាប់លិចដោយសារតែទម្ងន់របស់វាផ្ទាល់ ផ្នែកដែលកាន់ដោយដៃគឺខ្លី ហើយប្រតិបត្តិករមិនងាយស្រួលក្នុងការកាន់ workpiece នោះទេ។ ដើម្បីធានាបាននូវកម្រិតនៃផ្នែក ប្រតិបត្តិករត្រូវតែត្រូវបានរៀបចំនៅច្បាប់ខាងក្រោយ ដើម្បីរក្សាផ្នែកឱ្យនៅកម្រិតមួយដោយដៃ។ ដូច្នេះនៅពេលដំណើរការផ្នែកបែបនេះ ប្រតិបត្តិករ 2 ត្រូវតែត្រូវបានរៀបចំ។ នៅក្នុងការងារគេបានរកឃើញថារង្វាស់ខាងក្រោយអាចត្រូវបានបន្ទាបទៅទំហំជាក់លាក់មួយហើយ studs នៅលើរង្វាស់ខាងក្រោយត្រូវបានប្រើសម្រាប់ការដាក់ទីតាំងហើយផ្នែកត្រូវបានដាក់ផ្ដេកនៅលើរង្វាស់ខាងក្រោយ។ នេះមិនត្រឹមតែកាត់បន្ថយចំនួនប្រតិបត្តិករប៉ុណ្ណោះទេ ប៉ុន្តែថែមទាំងធានាបាននូវភាពត្រឹមត្រូវនៃម៉ាស៊ីនផងដែរ។
9) ការពត់កោងរាងបិទជិត
នៅក្នុងដំណើរការជាក់ស្តែង ដំណើរការពត់រាងបិទជិតអាចប្រើប្រាស់បានដោយភាពបត់បែន។ អវត្ដមាននៃការពត់ជ្រៅប្រភេទបិទជិត នៅពេលដែលពត់ផ្នែកដូចបង្ហាញក្នុងរូបភាពទី 7 ស្ថានភាពនៃការគៀបដែលបង្ហាញក្នុងរូបភាពទី 8 ត្រូវបានអនុម័ត។ បំបែកបន្ទះផ្លាស់ប្តូរចម្ងាយគឺធំជាងទទឹងនៃផ្នែកបន្តិចហើយទំហំត្រូវបានបែងចែកដោយសមហេតុផលហើយផ្នែកពីរអាចពត់បានក្នុងពេលតែមួយ។

វិធីសាស្រ្តកែច្នៃ និងបច្ចេកទេសដែលបានណែនាំខាងលើអាចដោះស្រាយបញ្ហាដំណើរការនៃផ្នែកស្រដៀងគ្នាមួយចំនួនធំនៅក្នុងផលិតផល ហើយស័ក្តិសមបំផុតសម្រាប់ការអភិវឌ្ឍន៍ផលិតផលដែលមានច្រើនប្រភេទ បាច់តូចៗ និងវដ្តផលិតកម្មខ្លី។ តាមរយៈវិធីសាស្រ្តទាំងនេះ មិនត្រឹមតែអាចសន្សំសំចៃការចំណាយលើឧបករណ៍ប៉ុណ្ណោះទេ ប៉ុន្តែថែមទាំងអាចកាត់បន្ថយវដ្តផលិតកម្ម និងដំណើរការបាន ការចំណាយលើការផលិតត្រូវបានកាត់បន្ថយ ហើយគុណភាពផលិតផលក៏ប្រសើរឡើងផងដែរ។ វិធីសាស្រ្តកែច្នៃ និងជំនាញប្រើប្រាស់ទាំងនេះក៏អាចត្រូវបានអនុវត្ត និងផ្សព្វផ្សាយនៅលើម៉ាស៊ីនពត់កោងចុច CNC ដែលមានរចនាសម្ព័ន្ធស្រដៀងគ្នា។
ផលិតផលដែលពាក់ព័ន្ធ
 របៀបជ្រើសរើសបរិមាណនៃម៉ាស៊ីនហ្វ្រាំងចុចធារាសាស្ត្រ
របៀបជ្រើសរើសបរិមាណនៃម៉ាស៊ីនហ្វ្រាំងចុចធារាសាស្ត្រ- WILA ដំណោះស្រាយដ៏មានប្រសិទ្ធភាពនៃការពត់កោងចានមធ្យម និងក្រាស់
- របៀបជ្រើសរើស Die សមស្របនៃ Press Brake Bending Machine
- លំដាប់នៃការពត់ធម្មតា និងការបញ្ជាក់ការប្រើប្រាស់ប្រចាំថ្ងៃរបស់ម៉ាស៊ីនពត់កោង
- ហេតុអ្វីត្រូវបន្ថែមប្រព័ន្ធទូទាត់សំណងទៅម៉ាស៊ីនចុចហ្វ្រាំង
- គោលការណ៍ការងារ និងសមាសភាពនៃម៉ាស៊ីនពត់ដែក CNC Press Brake Bending Machine
- ចិនចុចហ្វ្រាំងម៉ាស៊ីនពត់ទម្រង់
- របៀបគណនាប្រាក់ឧបត្ថម្ភពត់សម្រាប់ហ្វ្រាំងចុចរបស់អ្នក។
- តើអ្វីទៅជា Press Brake Crowning
- មគ្គុទ្ទេសក៍ចុងក្រោយនៃម៉ាស៊ីនហ្វ្រាំងដែកឆ្នាំ 2021